
 Get a Quote
Get a Quote English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese
Bare Finished Calcium Sulphate Raised Access Floor
500 INR
Product Details:
X
Bare Finished Calcium Sulphate Raised Access Floor Price And Quantity
- 100 , , Square Foot
- 500 INR
Bare Finished Calcium Sulphate Raised Access Floor Trade Information
- 20000 , , Square Foot Per Month
- 1-2 Week
- All India
Product Description
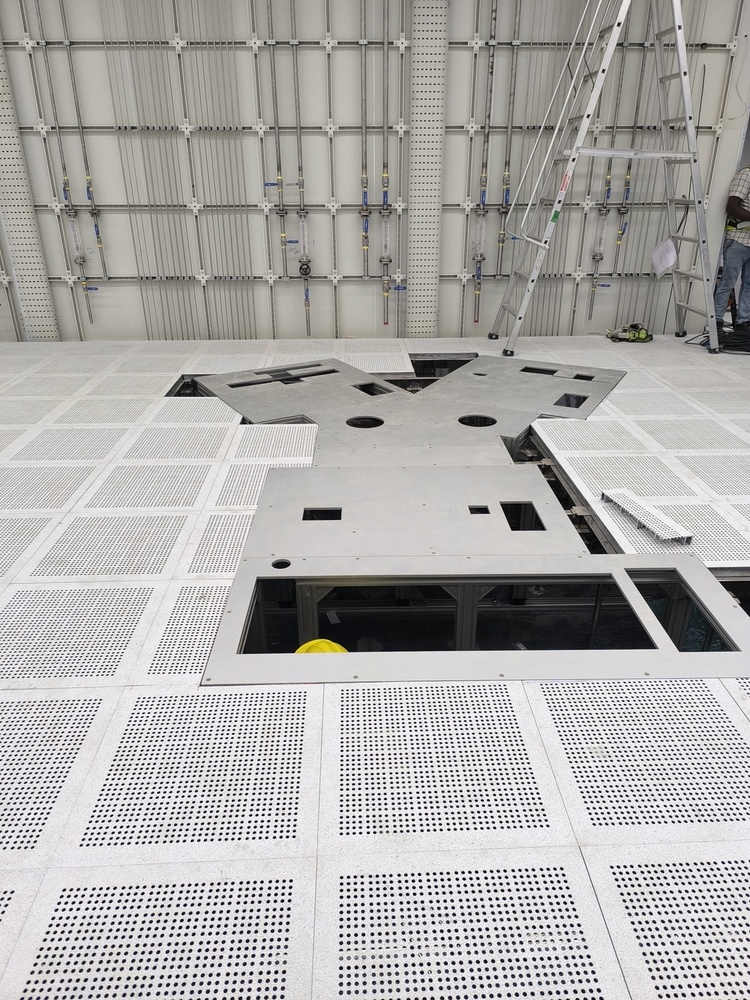
We take immense pleasure to introduce ourselves as a trusted exporter and supplier of Calcium Sulphate Raised Access Floor. This floor is used in the area where the fire requirement stringent such as oil refineries, gas stations and offshore platforms. The base & top surface of the floor is factory bonded using an appropriate combination of surface finishes such as aluminum, galvanized sheet steel and high pressure laminate. Our diligent agents source this floor from the most reliable vendors of the market. Calcium Sulphate Raised Access Floor is available in different specifications for clients.
Features:
- Improved acoustic properties
- Corrosion proof
- High rolling load capacity
Engineered for High-Density Environments
This raised access floor system is crafted specifically for demanding applications such as data centers, server rooms, control rooms, and offices. Its superior density and load capacity allow for safe installation of heavy equipment while maintaining durability and performance even under constant use.
Versatile and Adjustable Structure
Equipped with an adjustable steel pedestal and stringer system, this flooring provides flexibility in installation heights ranging from 100mm to 1200mm. This feature ensures optimal accessibility for cabling and utilities, accommodating various architectural and technical requirements.
Safe and Sustainable Solution
The use of recyclable calcium sulphate panels ensures low environmental impact, supporting eco-friendly initiatives. The floorings anti-static properties and Class A fire resistance safeguard sensitive equipment and personnel, while its moisture resistance prolongs lifespan and maintains system integrity.
FAQs of Bare Finished Calcium Sulphate Raised Access Floor:
Q: How does the steel pedestal with stringer system benefit raised floor installations?
A: This understructure provides exceptional stability and flexibility, allowing system height adjustment from 100mm to 1200mm. It ensures secure support for heavy panels and makes cable management and maintenance more accessible.Q: What makes calcium sulphate the preferred core material for this access floor?
A: Calcium sulphate offers high density (1500 kg/m), excellent fire resistance (Class A), and robust structural performance. Its natural moisture resistance and eco-friendly properties further enhance the systems suitability for modern data-centric environments.Q: When should the bare finished calcium sulphate raised access floor be used?
A: This floor system is an ideal choice for data centers, server rooms, offices, and control roomsplaces requiring durable flooring, effective cable management, anti-static safety, and strict fire resistance.Q: Where is this raised access floor system commonly installed in India?
A: Typical installation sites include IT offices, data centers, server facilities, control rooms, and any commercial location that demands elevated flooring for utility access and equipment support.Q: What is the installation process for the raised floor system?
A: Installation involves assembling steel pedestals and stringers to create an adjustable grid pattern, followed by securely placing 600mm x 600mm bare calcium sulphate panels with PVC edge trim. This allows for tailored heights and easy access beneath the floor.Q: How does anti-static and fire-resistant protection benefit end-users?
A: Anti-static properties help in preventing electrical discharge that can damage sensitive equipment, while Class A fire resistance maximizes safety for personnel and assets, especially in electronics-heavy environments.Q: What are the main advantages of choosing this system over conventional flooring?
A: Its modular, adjustable design provides easy access to underfloor utilities, superior load capacity, low emission material, recyclability, enhanced safety, and resistance to fire and moisture, resulting in long-term reliability and environmental responsibility.Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

Other Products in 'Raised Access Flooring Service' category



Contact Us
- Plot No.508, Skyline Epitome, Premier Road, Near Dolly Gym Khana, Mumbai - 400086, Maharashtra, India
- Phone : 07313727259
AQUA FLOOR SOLUTIONS
GST : 27AAWFA9852A1Z4
GST : 27AAWFA9852A1Z4
- Mr. Prashant Sheth (Partner)
- Mobile : 07313727259
- Send Inquiry
Our Category

 Send Inquiry
Send Inquiry Send SMS
Send SMSAQUA FLOOR SOLUTIONS
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.

